

产品详情
产品优势:
加热、熔滴过程快速,可在0.2s内完成
在焊嘴内完成锡球熔化,无飞溅
不需助焊剂、无污染,最大限度保证电子器件寿命 锡球直径最小0.1mm,符合集成化、精密化发展趋势 可通过锡球大小的选择完成不同焊点的焊接 焊接质量稳定,良品率高
配合CCD定位系统适合流水线大批量生产需求
应用领域:
可用于晶圆,光电子产品,MEMS,传感器,BGA, HDD (HGA, HSA),手机通讯、数码相机、摄像头模组等高精密部件的焊接等等
 |
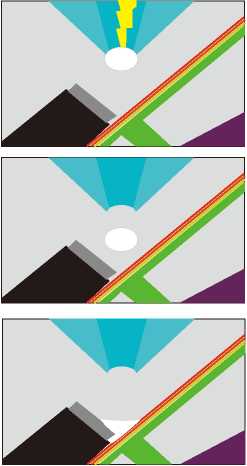 |
钎料球自动滚入到喷嘴处,喷嘴卡 住未熔化钎料球喷嘴开始填充氮气 |
| 当氮气压力达到预先设定值,激光 照射开始,钎料球熔化过程开启 钎料球熔化,并在氮气的压力下喷 射出 | ||
 |
钎料球接触到焊盘,形成凸点,焊盘无需预热 |
工作原理:
两种不同的加热原理:
表面发热的激光焊接和"热传递"的烙铁焊接有什么不同?
焊接的工序分为对烙铁焊接部分进行“预热”、为提供焊锡时的“加热”和提供焊锡后成型时的“后加热”3个基本步骤 。虽然烙铁焊接和激光焊接的基本工序相同,但提供加热焊锡的方法不同。理解这点至关重要。
【烙铁焊接工序】
|
①将烙铁头加热至350°C左右 ②将接合部位的焊锡加热至熔融温度(热传递) ③提供焊锡 |
①用激光对焊接部位进行照射 ②被照射的部分发热(表面发热) ③使周围导热至熔融温度 ④提供焊锡 |
上一页
下一页
*注:请务必信息填写准确,并保持通讯畅通,我们会尽快与你取得联系